
鋼材熱處理之:影響齒輪熱處理變形的幾個重要因素
我公司是一家專業(yè)生產(chǎn)汽車齒輪、摩托車齒輪、電動工具齒輪、工程機械齒輪的股份制企業(yè)。齒輪在進行滲碳熱處理的過程中,常遇到齒輪滲碳淬火后平面扭曲變形大,造成齒輪報廢;滲碳淬火后齒輪的M值變化不穩(wěn)定;齒輪的齒形齒向變化不穩(wěn)定,造成裝機異響。以下就是對上面的幾種情況分別進行說明。
一個新產(chǎn)品開發(fā),尤其是熱處理工藝的設(shè)計,一般是按照類似的產(chǎn)品,采用本公司掌握的成熟工藝。試制時一般是先采用類似的工藝,處理6個工件,對其變形及熱處理項目進行檢測;合格后再熱處理30件,再次對變形及熱處理項目進行檢測;合格后按照一爐(或者一盤)熱處理,檢測變形;合格后連續(xù)生產(chǎn)幾爐(或幾盤),熱處理合格、變形合格,這樣熱處理工藝就固定下來。
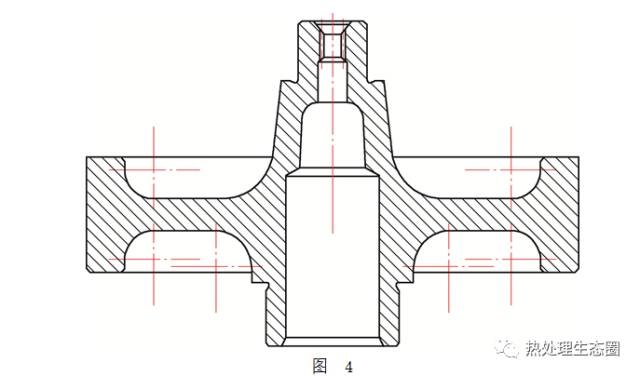
但是有時新產(chǎn)品開發(fā)半年后,產(chǎn)品才可以進行批量生產(chǎn),試制時試制的工件不是很多,有時不能反映真正的工件變形趨勢;或者材料有變化、鍛造工藝變化、正火變化、冷加工工藝的變化,雖然熱處理工藝沒有變化但是熱處理后的工件端面扭曲,造成產(chǎn)品報廢。圖1是開發(fā)產(chǎn)品的簡圖,圖2是試制是的熱處理工藝,圖3是改進的熱處理工藝。
可以看出試制的熱處理工藝滲碳溫度較高,生產(chǎn)效率高;產(chǎn)品采用平放,熱處理后內(nèi)孔的硬度較高,硬化層也均勻,橢圓小。改進后的熱處理工藝,產(chǎn)品采用串放,產(chǎn)品的端跳較好,滲碳溫度降低,滲碳時間增加,減少熱處理變形。這樣改進后的熱處理工藝處理的產(chǎn)品由原來不合格率15%降為0.1%。也有時出現(xiàn)產(chǎn)品處理了幾年,突然出現(xiàn)批量不合格,改變熱處理工藝產(chǎn)品合格。事實上最終原因是由于不同鋼廠的材料、鍛造、正火、冷加工工藝流程的變化造成了這種現(xiàn)象。
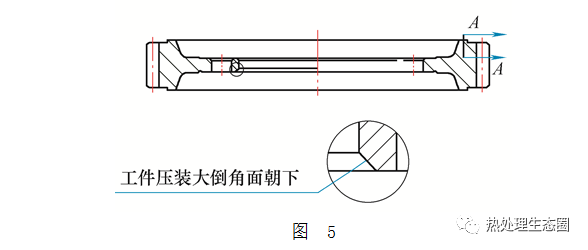
如圖4這種產(chǎn)品,最大外圓156mm,熱處理了1萬件,有一批產(chǎn)品出現(xiàn)端跳超差,不合格品占10%左右,造成部分產(chǎn)品報廢。
于是對沒有熱處理的毛坯的正火硬度進行檢查正火硬度要求160~190HBW,對稱檢測4點,一共檢查了6件檢測結(jié)果如表1所示。
表1 檢測結(jié)果(HBW)
編號 | 點1 | 點2 | 點3 | 點4 | 備注 |
1 | 170 | 172 | 175 | 173 | 正常 |
2 | 168 | 170 | 172 | 171 | 正常 |
3 | 173 | 175 | 176 | 175 | 正常 |
4 | 169 | 184 | 170 | 175 | 異常 |
5 | 170 | 172 | 173 | 172 | 正常 |
6 | 175 | 176 | 176 | 177 | 正常 |
根據(jù)檢測結(jié)果可以看出,由于正火硬度不均勻,造成工件加工后應(yīng)力不均勻,熱處理后工件變形超差,采用冷速比現(xiàn)有工藝冷速慢的淬火油,變形可以改善。
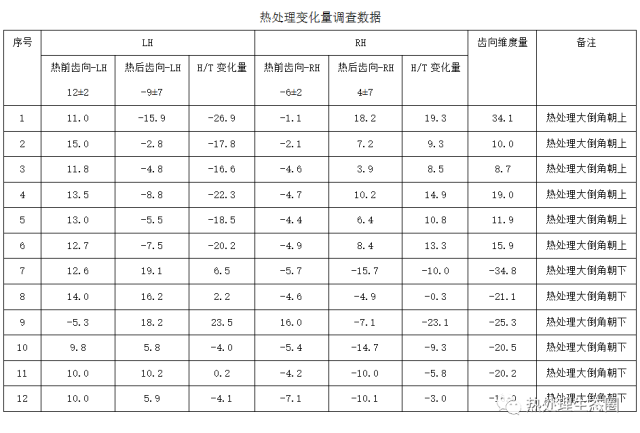
圖5是一款變速箱齒輪的減速大齒輪,熱處理時我們采用壓裝的方式進行滲碳淬火,這種滲碳的方法對于變形控制的不錯,其缺點是兩個端面的硬化層偏淺,但是不影響使用。
這一款變速箱已經(jīng)生產(chǎn)了5年多了,產(chǎn)品的壽命周期就要到了,客戶反饋變速箱有噪音,檢查沒有發(fā)現(xiàn)問題,由于量較少客戶認為主減大齒輪較大,可能出現(xiàn)扭曲。(于是要求我們對于端面跳動進行嚴格控制)后來有個月出現(xiàn)的量較大,檢查從箱體拆下來的齒輪進行檢測齒形齒向,發(fā)現(xiàn)齒行齒向不符合圖樣要求,存在剃反的可能。因為這個工件只有內(nèi)孔倒角處有點區(qū)別,其余的都是對稱的,剃齒是不能防錯,只有靠員工的自覺;熱處理時產(chǎn)品壓裝后也檢查不了是否按工藝要求壓裝。于是我們針對這種現(xiàn)象,專門針對裝夾方向做了熱處理試驗,熱處理后數(shù)據(jù)如附表所示。
根據(jù)數(shù)據(jù)可以看出,產(chǎn)品熱處理時如果沒有按照熱處理要求裝夾,出現(xiàn)的變形效果與剃齒剃反有同樣的效果。因此,出現(xiàn)這種現(xiàn)象對于剃齒工序,熱處理工序應(yīng)該加強控制,最好的辦法是對于產(chǎn)品設(shè)置防錯措施,保證產(chǎn)品剃齒、熱處理裝夾的一致性。
還有類似圖5的減速大齒輪熱處理后M值比下差小0.03~0.05mm,熱處理工藝見圖6,為了挽救此批產(chǎn)品采用箱式多用爐熱處理采用的熱處理工藝見圖7,熱處理后M值合格。這兩個工藝的區(qū)別是采用的熱處理淬火油不同,為了工件的M值漲大,采用比原來滲碳高的溫度滲碳,提高淬火溫度達到M值漲大。
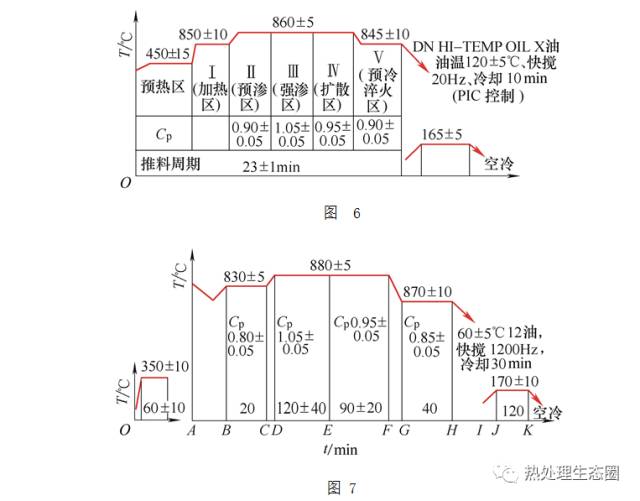
采用圖6的熱處理工藝,熱處理檢測結(jié)果硬化層0.62/550HV1,心部硬度357~375HV1。采用圖7的熱處理工藝,熱處理檢測結(jié)果硬化層0.67/550HV1,心部硬度382~418HV1。因此,只有針對問題,優(yōu)化熱處理工藝,減少廢品,減少企業(yè)損失。
作者:陳正國,單位:浙江雙環(huán)傳動股份有限公司
作者:郝豐林,單位:江蘇雙環(huán)齒輪有限公司
來源:《金屬加工(熱加工)》雜志

| |
|
? 請關(guān)注 微信公眾號: steeltuber. 轉(zhuǎn)載請保留鏈接: http://www.szfvc.cn/Steel-Knowledge/1594624800.html
|